Postado por Victor Improta
sábado, 19 de agosto de 2017
domingo, 13 de agosto de 2017
Glossário/Glossary
Plano de trabalho / Work plan pl. Work plans. É um documento que disponibiliza visualmente todas as etapas e todos os cuidados que devem ser seguidas e tomados para finalizar por completo um trabalho ou atividade. Exemplo: "Deve ser realizado um plano de trabalho para projetar essa máquina corretamente". It's a document that displays every stage and cautions that need to be followed and taken to successfully finish a work or activity. Exemple "A plan of work needs to be elaborated to correctly project this machine".
Figura 1: Plano de trabalho

Fonte: Própria
Escrito por Álvaro Madureira Dantas
Glossário/Glossary
Corpo de prova / Specimen pl. specimens. sin. sample. É uma amostra de um material, que terá suas propriedades mecânicas estudadas através de ensaios mecânicos, como ensaios de tração, compressão ou flexão. Sua forma e tamanho são padronizadas pela ABNT. Exemplo: "No caso de ligas de alumínio, os corpos de prova tem suas dimensões determinadas pela norma ABNT NBR 7549". It's a small part of a material that will have its mechanical properties studied through mechanical testing, like traction, shrinkage or flexing. It's shape and size are standardized by ABNT. Example: "When it comes to aluminum alloys, the specimens have their size determined by the ABNT NBR 7549 rule".

Figura 1: Corpo de prova

Fonte: CIMM
Referências:
Figura 1:
Corpos de prova para ensaios de tração. CIMM. Disponível em <http://www.cimm.com.br/portal/material_didatico/6543-corpos-de-prova-para-o-ensaio-de-tracao#.WZC9glGGPIU>. Acesso em 13 ago 2017.
Corpos de prova para ensaios de tração. CIMM. Disponível em <http://www.cimm.com.br/portal/material_didatico/6543-corpos-de-prova-para-o-ensaio-de-tracao#.WZC9glGGPIU>. Acesso em 13 ago 2017.
Álvaro Madureira Dantas.
sábado, 12 de agosto de 2017
Glossario/ Glossary
Molde
de areia verde / Green sand mold: O molde de areia verde é bastante utilizado
nos processos de fundição, porque este molde é muito fácil de fazer e bastante econômico.
Para fazer este molde, é necessário utilizar a agua, argila e areia. As suas
proporções são:
Areia – 100 partes
Argila – 20 partes
Água – 4 partes
Assim, deve-se misturar aos poucos estes componentes
seguindo esta proporção. Além disso, deve-se compactar a areia verde para que
ela adquira uma boa resistência mecânica, para poder ser possível a realização
de tal molde, Contudo há desvantagens desse molde, porque há Risco de heterogeneidade da areia e pode haver risco
de erosão do molde para peças com grandes dimensões. Por fim, a areia adquire
uma cor marrom e se torna mais solida. / The
green sand mold is widely used in casting processes because this mold is very
easy to make and quite economical. To make
this mold, it is necessary to use water, clay and sand. Its proportions are:
Sand - 100 parts
Clay - 20 parts
Water - 4 parts
Thus, these components should be slowly blended following
this ratio. Futhermore, the green sand must be compacted so that it acquires a
good mechanical strength, in order to be possible to make such a mold. However,
there are disadvantages of this mold, because there is risk of sand
heterogeneity and there may be risk of erosion of the mold For large parts. Finally,
the sand acquires a brown color and becomes more solid.
Figura 1: Molde feito de areia verde

Referências:
CHIAVERINI,
V. Tecnologia Mecânica. Processos de
Fabricação e Tratamentos. Volume II. Editora Makron Books. 1986;
Figure 2 : Fonte Propria.
Escrito por: Tiago Lobo Oliveira
Glossario/Glossary
Contração
/ Contraction, pl.
contractions. É um processo que ocorre durante o resfriamento de um material.
Durante o resfriamento posterior ao processo de fundição, há três tipos de
contração. A contração no estado liquido, na solidificação, e no estado solido.
Os dois primeiros podem causar espaços vazios no seu interior. Já o ultimo ele
causa a diminuição das dimensões da peça originada da fundição. Para corrigir o
primeiro problema deve-se utilizar masselotes na peça. Já para o ultimo,
deve-se projetar uma peça com dimensões um pouco maiores, no intuito de se
precaver a tal contração. / It
is a process that occurs during the cooling of a material. During post-cast cooling, there are three types of contraction. The
contraction in the liquid state, in the solidification, and in the solid state.
The first two may cause voids in the interior of the piece. The latter causes
the piece to decrease its dimensions. To correct the first problem must use
masselotes in coupled with the piece. For
the latter, a piece with slightly larger dimensions should be designed in order
to prevent such contraction.
Figura 1: Contração da peça

Referências:
CHIAVERINI,
V. Tecnologia Mecânica. Processos de
Fabricação e Tratamentos. Volume II. Editora Makron Books. 1986;
Figura 1, CHIAVERINI,
V. Tecnologia Mecânica. Processos de
Fabricação e Tratamentos. Volume II. Editora Makron Books. 1986;
Escrito por Tiago Lobo Oliveira
sexta-feira, 11 de agosto de 2017
Glossário/Glossary
Massalote / Riser pl. risers sin. feeder. É o material metálico extra acrescentado a uma peça fundida para contornar o problema de contração do metal. Em um processo de fundição, o massalote é acrescentado durante a confecção do molde da peça. Exemplo: "É necessário dimensionar a posição dos massalotes". It is the extra metallic material added to a cast part to avoid the metal's shrinking problem. In a casting process, the river is added during the confection of the part's mold. Example: "It's necessary to dimension the position of the risers".

Figura 1/Figure 1: Massalote em um molde/ A riser in a mold. Fonte/Source: Ebah - Aula de Fundição
-Referências/References:
Figura 1/Figure 1: <http://www.ebah.com.br/content/ABAAAfTbEAG/aula-fundicao?part=2>
Escrito por Victor Improta Moreira
Escrito por Victor Improta Moreira
Glossário/Glossary
Fundição / Casting pl. castings. sin. foundry. É um processo para moldar materiais em diferentes formatos, muito utilizado para dar formas a metais. O processo consiste em despejar o material derretido em um molde pré-moldado com o formato da peça que se deseja produzir e deixando-o esfriar até que seja possível desmoldar a peça. Exemplo: "O processo de fundição deve ser feito com cautela". It is A method to mold materials into differents shapes, largely used to shape metals. This process consist in pouring the material on his liquid state into a pre-shaped mold and letting it cool until it's possible to demold the part. Example:"The casting process should be done with caution".

-Referências/References:
Figura 1/Figure 1: <http://www.bmfundicao.com.br/bronze.php>
Escrito por Victor Improta Moreira
Glossário/Glossary
Rebite / Rivet pl. rivets. É um elemento de fixação semipermanente de peças metálicas. É composto por um corpo cilíndrico e uma cabeça, que pode variar o tipo de acordo com a utilização. A fixação desse elemento se dá por conformação a frio utilizando um martelo de bola, punção e contra-punção. Exemplo:"Aquelas duas placas metálicas foram fixadas usando rebites". It is a semi permanent fixing element of metallic parts. It is made of cylindrical body with a head, which can vary its type according to the use. The fixation of this element it's made by cold forming using a ball-peen hammer and a punch. Example:"Those metal plates were fixed using rivets".

-Figura 1/Figure 1: Rebite de cabeça redonda / Rounded head rivet. Fonte / Source: (FG Ferramentas Gerais) - Parafusos e Fixadores

-Figura 2/Figure 2: Tipos de cabeças de rebites / Types of rivets head. Fonte / Source: Perfil Rebites
-Referências/References:
Figura 1/Figure 1: <http://www.fg.com.br/parafusos-e-fixadores/rebite?map=c,c>
Figura 2/Figure 2: <http://www.perfilrebites.com.br/orcamento.asp>
Escrito por Victor Improta Moreira
Escrito por Victor Improta Moreira
sábado, 29 de julho de 2017
Revisão do Plano de Trabalho
Caros leitores,
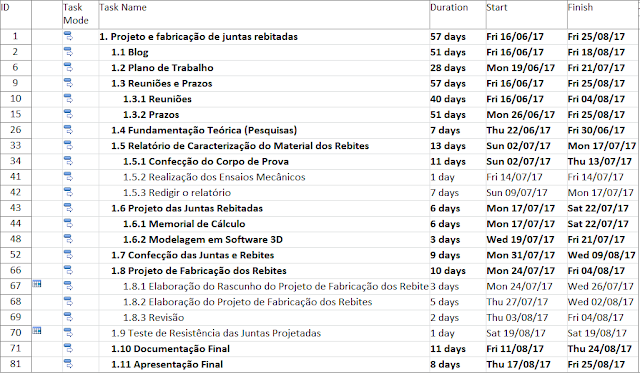
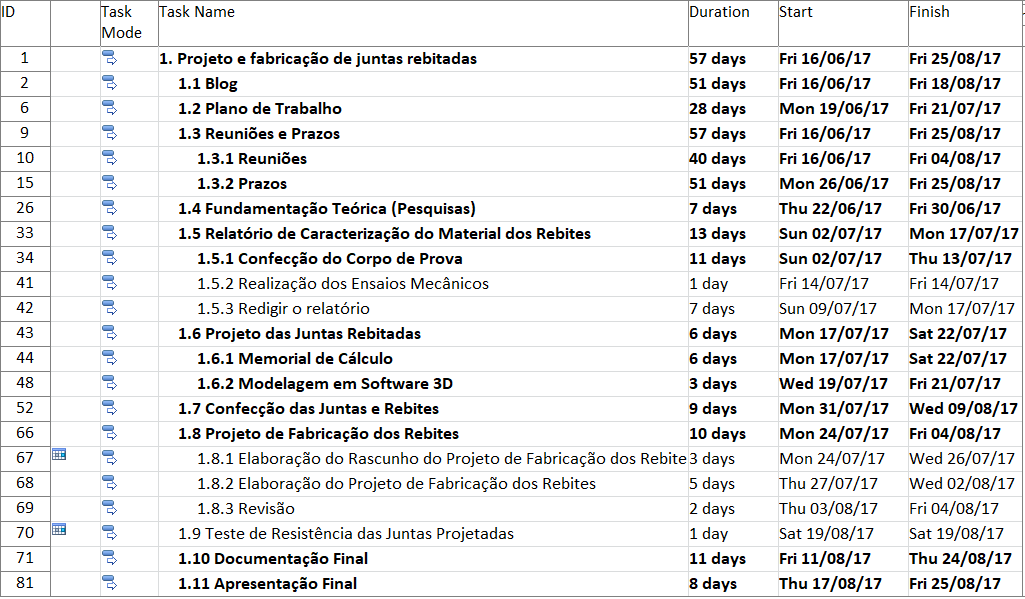
Como requisitado, a equipe precisou fazer uma revisão do nosso primeiro plano de trabalho. A necessidade dessa revisão decorre do fato de que não tínhamos uma noção ampla do que pretendíamos fazer para o projeto. Após nos envolvermos mais com os assuntos teóricos das disciplinas envolvidas e Gestão de Projetos, percebemos que nosso plano inicial estava incompleto e muito simples. Então, ainda utilizando o software MSProject, fizemos uma versão melhorada e com mais etapas:

Fonte: Própria
Review of the Work Plan
Dear readers,
As requested, the team needed to make a review of our first work plan. The need of this review stems from the fact that we didn't have a broad notion of what we intended to do for the project. After getting more more envolved with the theory from the project's subjects and Project Management, we realized that our inicial work plan was incomplete and too simple. So, using the software MSProject, we made an improved version with more steps:

Escrito por Victor Improta Moreira
segunda-feira, 17 de julho de 2017
Fundição dos corpos de prova e resultados.
Caros leitores,
na semana passada houve alguns imprevistos em relação a fundição e os testes de ensaio mecânico dos corpos de prova.
na semana passada houve alguns imprevistos em relação a fundição e os testes de ensaio mecânico dos corpos de prova.
- Fundição:
Conforme dito antes, a equipe iria utilizar um molde feito de concreto. Contudo, tal ideia não originou o resultado esperado, na medida em que quando ocorreu a fundição, não conseguiu-se fazer um corpo de prova inteiro, visto que sobrou espaços muito grandes na sua composição. Assim, a equipe definiu fazer os corpos de prova a partir de um molde de areia verde. Escolheu-se um molde
feito por areia verde pelo fato de ser um molde de fácil manufatura e rápido de
fabricar. Então, necessitou-se fabricar tal areia verde, que segundo CHIAVERINI,
os materiais e suas devidas proporções para confeccioná-la são,
respectivamente:
·
Areia – 100 partes
Areia – 100 partes
·
Argila – 20 partes
· Água – 4 partes
Desse modo, seguindo tais proporções, foram utilizados 15 kg de Areia, 3 kg de Argila e 0.6 kg de água. Com o material em mãos, mensurados por uma balança eletrônica, foi fabricada a areia verde misturando esses materiais aos poucos.
Para dar uma maior variabilidade a fabricação do corpo de prova, foram construídos e utilizados dois tipos de molde utilizando areia verde.
Para o primeiro tipo de molde foi necessário utilizar duas caixas de molde metálicas retangulares, sendo que na primeira caixa a areia verde foi posta e compactada aos poucos até chegar perto do seu volume total, logo em seguida, posicionou-se o corpo de prova de modo ele fique deitado e metade do seu volume ultrapasse o limite da caixa metálica. Antes de iniciar a confecção da parte superior do molde, foi necessário passar grafite em pó na superfície da areia compactada e no modelo do corpo de prova para facilitar a sua posterior remoção. Depois disso, foi encaixada outra parte da caixa de molde. Dessa vez, nesta caixa, inseriram-se dois tubos de ferro colados com as extremidades do modelo, para fazer os massalotes, que são canais de saída e de entrada do metal liquido. Assim, depois de compactar a areia verde em camadas na segunda caixa, foram retirados os dois tubos e o corpo de prova, e com isso o primeiro molde foi concluído, conforme pode ser visto na Figura 1
Figura 1: Primeiro Molde Finalizado

Fonte Própria

Fonte Própria
Isto aconteceu devido a dois fatores, o primeiro foi o fato
de haverem vazios na estrutura do corpo, originados durante o vazamento e a
solidificação, causados pelo ar que estava dentro do molde e não teve por onde
escapar, formando bolhas ao longo da peça. Já o segundo foi o desprendimento
dos grãos da areia verde para a região onde o metal seria vazado, causando um
acumulo de impurezas do material. Provavelmente, esse desprendimento ocorreu
pelo fato da areia verde não estar devidamente compactada e, como o material
depositado estava fluido e foi despejado, houve um pequeno desmoronamento dessa
areia. Norton afirma em seu livro Projetos de Maquina 4ª Ed. que
“se há presença de trincas em um material dúctil, este pode fraturar
subitamente a níveis de tensão nominal bem abaixo da tensão de escoamento,
mesmo em carregamentos estáticos”. Por causa disso, não será possível
considerar quaisquer dados originados pelos ensaios mecânicos para este corpo
de prova, na medida em que o material sofreu a fratura com uma tensão bem
abaixo da tensão de ruptura normal.
- - Corpo de prova produzido pelo molde retangular:
Já para o corpo de prova
produzido pelo molde metálico retangular, o imprevisto se deve ao fato de o
alumínio, que conforme dito na introdução é dito como o material dúctil, se
comportou como um material frágil, conforme pode ser visto no gráfico 1. Apesar
disso, o local de ruptura foi no local esperado, conforme pode ser visto na figura 3.
Gráfico
1: Tensão-Deformação do Alumínio Fundido

Figura 3:

Fonte
Própria
Norton afirma,
em seu livro Projetos de Maquina 4° Ed., que “Os mesmos materiais podem ser
dúcteis ou frágeis dependendo do modo, como são fabricados, trabalhados ou
tratados termicamente”. Além disso, segundo CHIAVERINI, quando o alumínio é
fundido, este absorve hidrogênio, cujo gás provoca porosidades na peça. Somado
a isso, pelo fato de sua superfície não ser uniforme principalmente no
comprimento do corpo útil, há uma distribuição irregular de tensão. Assim, pode
haver inicio de trincas em seu comprimento, no qual com a aplicação de tensão,
ela pode se propagar e fazer com que o material que originalmente é um material
dúctil, se comporte como um material frágil e, desse modo, se rompa sem escoar. Assim, pelo gráfico,
como o material não demonstrou uma tensão de escoamento, só será considerado a
tensão máxima do material, que foi no valor de 125.6 MPa, para os cálculos
referentes à resistência que os rebites suportarão.
Referências:
-CHIAVERINI, V. Tecnologia Mecânica. Processos de
Fabricação e Tratamentos. Volume II. Editora Makron Books. 1986;
- NORTON,
Robert L. Projeto de máquinas: uma
abordagem integrada. 4ª Edição. Porto Alegre: Bookman, 2013.
Escrito por: Tiago Lobo Oliveira e Victor Improta Moreira.
quinta-feira, 13 de julho de 2017
Atualização Semanal: Fundição do Corpo de Prova
Caros Leitores,
Após a confecção do molde do corpo de prova, ocorreram alguns imprevistos. Notou-se que o molde ficou fixo na caixa metálica, impossibilitando a equipe de remove-lo da caixa sem que este seja destruído. Como a caixa que a equipe utilizou precisava ser compartilhada com as demais equipes, não podemos colocar o molde em um processo de anti-cura, que é um método de remover a umidade do material a custo da sua tensão máxima. Devido a isso, precisamos fazer a fundição com urgência para fabricar a peça e destruir o molde, porém, ao vazar o material no molde, o líquido remanescente no concreto evaporou por conta do calor do metal. A evaporação gerou bolhas grandes o suficiente a ponto de inviabilizar o corpo de prova fundido. Esse resultado não era esperado pela equipe, apesar de que sabíamos o motivo de ter ocorrido. A não realização da etapa de anti-cura certamente causou isso.
Infelizmente a tentativa de realizar a fundição com um molde de concreto não foi bem sucedida, mas isso não implica dizer que é ineficiente ou inviável.
Escrito por Victor Improta Moreira
Infelizmente a tentativa de realizar a fundição com um molde de concreto não foi bem sucedida, mas isso não implica dizer que é ineficiente ou inviável.
Escrito por Victor Improta Moreira
Atualização Semanal: Confecção do Molde do Corpo de Prova
Caros Leitores,



Na semana passada começamos o processo de elaboração do nosso molde para o corpo de prova com o auxílio do Professor Daniel Mota no Laboratório de Ensaios de Materiais de Construção. O Professor nos cedeu um modelador matemático de traço de concreto que tem como referência o trabalho realizado por alunos do curso de Engenha Civil "Dosagem experimental de concreto e caracterização dos seus agregados". Com isso, calculou a quantidade de cada componente do concreto para o volume da metade da nossa caixa de molde (Dimensões: 300x100x150mm), que possui aproximadamente 4,5L (Por precaução, as quantias foram calculadas para um volume de 5L de concreto). As proporções utilizadas podem ser vistas na Figura 1.

Durante sua confecção, possuímos alguns problemas que foram causados por inexperiência dos integrantes. Ao realizar a primeira mistura de cimento, areia, brita e água utilizando o modelador, percebeu-se que a mistura possuía uma consistência muito líquida e que parte da água adicionada ficou na superfície da caixa do molde. Segundo, isso pode ter sido causado por dois motivos: os materiais utilizados para a mistura possuíam propriedades diferentes (granulometria, umidade e densidades) dos que foram utilizados no modelador ou houve um excesso na quantidade de aditivo adicionado à mistura para torná-la mais fluida. Com essas observações foi possível concluir que o modelo do corpo de prova, por ser feito de um material polimérico e oco, iria flutuar sobre o concreto. Sendo assim, não iria propiciar a cavidade desejada para a fundição.
Figura 1: Perfil de Concreto calculado para um volume de 5L

Fonte: Própria
Durante sua confecção, possuímos alguns problemas que foram causados por inexperiência dos integrantes. Ao realizar a primeira mistura de cimento, areia, brita e água utilizando o modelador, percebeu-se que a mistura possuía uma consistência muito líquida e que parte da água adicionada ficou na superfície da caixa do molde. Segundo, isso pode ter sido causado por dois motivos: os materiais utilizados para a mistura possuíam propriedades diferentes (granulometria, umidade e densidades) dos que foram utilizados no modelador ou houve um excesso na quantidade de aditivo adicionado à mistura para torná-la mais fluida. Com essas observações foi possível concluir que o modelo do corpo de prova, por ser feito de um material polimérico e oco, iria flutuar sobre o concreto. Sendo assim, não iria propiciar a cavidade desejada para a fundição.
Após tal equívoco, Daniel disponibilizou um material que serviu como solução para nosso problema. Utilizando uma tipo de areia de brita, que foi adicionada na mistura como um substituto para metade da quantia de areia calculada, foi possível obter uma consistência menos líquida para o concreto, atingindo um ponto ideal para o que almejávamos (Figura 2), o qual foi possível depositar o modelo do corpo de prova sem que flutuasse no concreto.

Figura 2: Massa de Concreto

Fonte: Própria
Após terminar a mistura de concreto, partimos para a confecção do molde. Primeiro, passamos graxa comum, que foi o nosso material desmoldante, nas paredes internas da caixa metálica e na base de madeira, depois revestimos com sacos plástico para facilitar a remoção do concreto. Feito isso, depositamos a mistura de concreto até atingir o topo da parte inferior da caixa. Em seguida, depositamos o modelo de corpo de prova, acomodando-o de tal maneira que ele fique submerso até a metade e deixamos o concreto secar por aproximadamente 2 dias.
Figura 3: Parte Inferior do molde de concreto

Fonte:Própria
Após a confecção da parte inferior do molde, prosseguimos para a parte superior. Como as duas partes do molde possuem o mesmo volume, utilizamos as mesmas proporções da parte inferior. Um aspecto importante que foi dito na postagem anterior foi que o molde necessita de dois canais importantes, o canal de descida e o massalote. Para que o molde possua esses perfis, utilizamos 2 tubos de ferro posicionados de uma maneira que eles estivessem encostados no modelo do corpo de prova. O motivo desses tubos estarem revestidos com saco plástico na Figura 4 deve-se ao fato de que seria impossível removê-los após o concreto se solidificar, gerando a necessidade "aumentar" o diâmetro do tubo para que ele saia com facilidade.
Figura 4: Vista lateral do molde solidificado com os tubos de alumínio

Fonte: Própria
Figura 5: Vista isométrica do molde solidificado com os tubos de alumínio

Fonte: Própria
Referências:
-XISTO, Adriano Cedro Souza et al. Dosagem experimental de concreto e caracterização dos seus agregados, 2017
Escrito por Victor Improta Moreira
quinta-feira, 6 de julho de 2017
Relatório de caracterização do material: Observações iniciais
Uma das etapas importantes desse Projeto Integrador é a caracterização do material que será utilizado para produzir os rebites, que será exposta em um relatório contendo informações relevantes a cerca do mesmo. Para isso é necessário fazer um levantamento de hipóteses a cerca do material coletado a fim de traçar seu perfil com dados padrões, como a composição e as tensões de escoamento e cisalhamento, que são fundamentais para calcular as dimensões dos Rebites.
Realizando uma pesquisa bem superficial, foi encontrado os principais usos para cada família das ligas de alumínio, que podem ser vistas na figura 1:

Figura 1: Principais finalidades para ligas de alumínio.
O material encontrado por nossa equipe são restos de placas de alumínio que foram utilizados para confeccionar projetos comuns. Logo, de acordo com a figura 1, a provável família do nosso alumínio é a 3XXX.
Apesar de acharmos essa informação, o perfil de uma liga de alumínio de uma determinada família possui uma certa concentração de demais materiais metálicos, que darão propriedades específicas aquela liga. Para determinar essas concentrações é necessária uma análise química em uma amostra do material, porém, devido ao curto prazo, não será possível realizá-la. Para contornar essa situação, utilizamos uma tabela de ligas de alumínio vendidos por uma empresa metalúrgica e escolhemos os três ligas da família 3XXX comercializados por eles, sendo essas ligas a 3003, 3104 e 3105. As propriedades mecânicas dessas ligas podem sem encontradas na seguinte tabela:

Figura 2: Propriedades mecânicas das Ligas de Alumínio Laminadas
Futuramente será realizado um ensaio mecânico com o alumínio coletado. Após esse teste, serão comparados os valores desse perfil de alumínio com os dados obtidos pelo ensaio a fim de verificar qual a liga que mais se assemelha.
-Referências:
http://www.infomet.com.br/site/metais-e-ligas-conteudo-ler.php?codAssunto=108
http://metalthaga.com.br/tabelas-tecnicas-aluminio/
Escrito por Victor Improta Moreira
Relatório de caracterização do material: Corpo de Prova
Caros Leitores,
Para dar início a confecção do corpo de prova, nossa equipe se reuniu com a finalidade de analisar fatores importantes que definiriam o nosso tipo de molde. Os fatores que foram levados em consideração foram: o reaproveitamento do molde, visto que notamos a possibilidade de realizar mais de um corpo de prova e de compartilhar o molde com outras equipes; e o valor do material, que teve como critério a comparação entre número de fundições e valor por molde.
Após esse brainstorm, foi decidido que o nosso molde seria de concreto comum (uma mistura composta basicamente de areia, cimento, brita e água). Com isso, buscamos por artigos e pesquisas sobre fundição utilizando moldes de concreto a fim de observar a sua viabilidade e notamos que é viável, apesar de possuir uma certa rigorosidade quanto a sua fabricação. Nessa pesquisa, notou-se que haviam dois procedimentos considerados incomuns na produção de concreto: A peça não passava por nenhum processo de cura e, após um período médio de um dia, o molde passa por uma estufa.
Utilizando nosso conhecimento adquirido nas aulas de Processos de Fundição, para confeccionar um molde temporário, são necessárias: um recipiente (caixa do molde) que acomode o concreto e permita a sua remoção da caixa após a solidificação, dois canais no molde (canal de descida e massalote) e, para o concreto, um material desmoldante. As próximas etapas para darmos continuidade a confecção do molde serão: adquirir os materiais necessários e encontrar um traço comum para concreto.
Por recomendação do nosso coordenador de curso, Guilherme Oliveira de Souza, procuramos um professor da área de Engenharia Civil, Daniel Mota, que atua e tem proficiência com o material que usaremos.
Escrito por Victor Improta Moreira
Utilizando nosso conhecimento adquirido nas aulas de Processos de Fundição, para confeccionar um molde temporário, são necessárias: um recipiente (caixa do molde) que acomode o concreto e permita a sua remoção da caixa após a solidificação, dois canais no molde (canal de descida e massalote) e, para o concreto, um material desmoldante. As próximas etapas para darmos continuidade a confecção do molde serão: adquirir os materiais necessários e encontrar um traço comum para concreto.
Por recomendação do nosso coordenador de curso, Guilherme Oliveira de Souza, procuramos um professor da área de Engenharia Civil, Daniel Mota, que atua e tem proficiência com o material que usaremos.
Escrito por Victor Improta Moreira
quarta-feira, 5 de julho de 2017
Rebites: Um breve explicação e como são produzidos
Rebites são fixadores mecânicos permanentes. Constituídos de hastes cilíndricas metálicas, com "cabeça" em uma das extremidades. O processo de fixação com rebite, normalmente é feito através do encaixe do rebite em um furo na peça, com posterior aplicação de uma tensão por martelamento a fim de deformar a haste aumentando em até 1.5 vezes o diâmetro original do rebite e formação de uma nova "cabeça" promovendo a fixação definitiva na junta.
Atualmente, têm vasta aplicação nas industrias: náutica, aeronáutica, eletrônica, moveleira etc.
figura 1- funcionamento de um Rebite Cego

fonte: Spalding Fasteners
O processo de fabricação convencional de rebites é dado por conformação a frio utilizando, como matéria prima, fios metálicos com seção circular. A manufatura do rebite ocorre por um processo de forjamento, o qual é executado em uma matriz fechada, e caracterizado por um processo misto de extrusão e prensagem
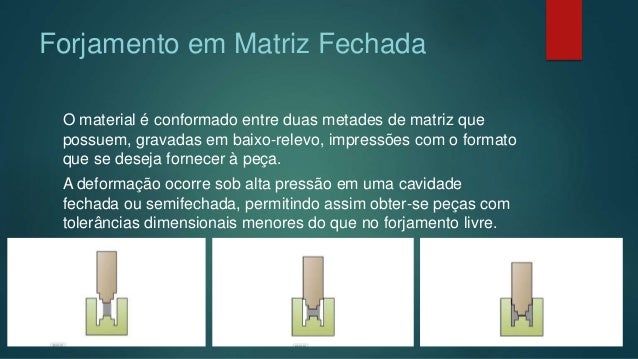
fonte: Gabriel Sana
disponível em <https://pt.slideshare.net/gabrielsana/conformao-mecnica-forjamento> acessado em jul. 2017
disponível em <https://pt.slideshare.net/gabrielsana/conformao-mecnica-forjamento> acessado em jul. 2017
Esses rebites podem ser classificados em 7 diferentes tipos, sendo eles:
- Rebites de cabeça larga e de cabeça estreitas, utilizados devido à resistência que oferecem.
- Com cabeça escareada chata larga e estreita, empregados em uniões que não admitem saliências.
- De cabeça escareada com calota e tipo panela, utilizados em uniões que admitem pequenas saliências.
- Com cabeça cilíndrica, usados nas uniões de chapas com espessura máxima de 7 mm.

fonte: Essel
domingo, 2 de julho de 2017
Plano de trabalho
Caros leitores,
Para dar início ao Projeto Integrador, foi desenvolvido pela equipe o primeiro plano de trabalho. Esse plano tem como intuito estabelecer metas, organizar os prazos de entrega, distribuir as tarefas e traçar um caminho para facilitar a execução do projeto.
O plano de trabalho foi realizado com todos os integrantes presentes durante a reunião realizada no dia 22/06/2017.




Work Plan
Dear readers,
To start the Integrator Project, the first work plan was developed by our team. This plan has, as intent, to estabilish goals, arrange delivery dates, distribute tasks and delineate a path to make the project execution easier.
The work plan was realized by our members presents during the reunion held on July 26th.
Postado por Victor Improta e Tiago Lobo
Para dar início ao Projeto Integrador, foi desenvolvido pela equipe o primeiro plano de trabalho. Esse plano tem como intuito estabelecer metas, organizar os prazos de entrega, distribuir as tarefas e traçar um caminho para facilitar a execução do projeto.
O plano de trabalho foi realizado com todos os integrantes presentes durante a reunião realizada no dia 22/06/2017.




Dear readers,
To start the Integrator Project, the first work plan was developed by our team. This plan has, as intent, to estabilish goals, arrange delivery dates, distribute tasks and delineate a path to make the project execution easier.
The work plan was realized by our members presents during the reunion held on July 26th.
Postado por Victor Improta e Tiago Lobo
sexta-feira, 16 de junho de 2017
Apresentação do projeto
Caros leitores, criação e a utilização deste blog é referente a realização do 2° Projeto Integrador do curso de Engenharia Mecânica no Centro Universitário SENAI CIMATEC. As disciplinas envolvidas e seus respectivos docentes são:
- Elementos de Máquina - Maurício Camargo de Oliveira;
- Inglês Técnico A - Margareti Hitomi Nacamura Menezes;
- Processos de Fundição - Pedro Bamberg.

Figura 1: Da esquerda para direita: Yuri Merelles do Nascimento, Alvaro Madureira Dantas, Tiago Lobo Oliveira e Victor Improta Moreira
O projeto é iniciado quando uma empresa mineradora e metalúrgica do ramo de produção de alumínio pretende utilizar parte da grande quantidade de sucata de alumínio que tem disponível para produzir os rebites utilizados por suas ferrovias internas, visando diminuir os custos com a manutenção destas vias e diversificar o reaproveitamento da sucata que alguns setores de suas instalações geram. Para isto, esta empresa contratou a ELEFIX, no qual a empresa deve desenvolver juntas, utilizando rebites fundidos de alumínio reciclado, que sejam capazes de resistir a uma solicitação de 20 kN. Em reunião com o cliente, os seguintes requisitos de projeto foram estabelecidos:
- As juntas devem ter uma largura máxima de 40 mm;
- A definição da quantidade, da disposição e do diâmetro dos rebites fica a critério da empresa contratada;
- Deve ser definido o processo de fundição mais adequado para a fabricação dos rebites;
- Deverão ser entregues em datas definidas no plano de trabalho, o projeto da junta e da fundição dos rebites, sendo que cada um destes projetos deverá conter memorial de cálculo, modelo CAD 3D e desenhos mecânicos;
- Deverão ser entregues, no mínimo, dois rebites fundidos acompanhados de um Relatório de Análise de Qualidade contemplando inspeção dimensional, visual e de análise macrográfica;
- Uma amostra da junta projetada, utilizando tiras de 6,3 mm de espessura, deverá ser testada em uma máquina universal de ensaios para verificar se ela resiste a uma solicitação de 20 kN.
- Projetar e fabricar juntas rebitadas que resistam a uma solicitação de tração de 20 kN utilizando rebites fundidos de alumínio reciclado, seguindo as especificações descritas no enunciado.
- Analisar as funções dos Elementos de Máquinas em sistemas mecânicos.
- Especificar tecnicamente a utilização de Elementos de Máquinas para sistemas mecânicos.
- Identificar os Processos de Fundição aplicáveis de acordo com a geometria das peças a serem fabricadas, o material a ser processado e os requisitos de produtividade, precisão e acabamento.
- Utilizar estratégias de leitura para compreensão de textos técnicos em inglês.
- Identificar e conhecer termos e terminologia em inglês associados com Elementos de Máquinas e Processos de Fundição.
- Ler, interpretar e compreender mensagens, documentos, texto e relatórios em inglês.
- Redigir textos partindo de estruturas básicas da língua inglesa.
- Atuar de forma sinérgica em grupos de trabalho, sabendo gerenciar equipes e solucionar conflitos.
Project presentation:
Dear readers, this blog was created and will be used to publish weekly advances about the second integrator project of the mechanical engineering course at SENAI CIMATEC University Center. The subjects involved at this project and its professors are the following:
- Machine elements - Mauricio Camargo de Oliveira;
- Technical english A - Margareti Hitomi Nacamura Menezes;
- Casting Processes - Pedro Bamberg.

Figure 1: From left to right: Yuri Merelles do Nascimento, Alvaro Madureira Dantas, Tiago Lobo Oliveira e Victor Improta Moreira
The project started when a mining and a metallurgical company of the aluminum production line decided to use part of its huge amount aluminum waste available to produce the rivets used at it's internal railways, with the goal to decrease the cost with the maintenance of these paths and to diversify the reuse of the waste produced by some sectors of the plant. Then ELEFIX was hired with the intention to develop attachments such as revits, produced by recicled aluminum castings, capable to support 20 kN of force. At a meeting with the client the following project requirements were settled:
- The attachments maximum width is 40 mm;
- The quantity, arrangement and diameter of the rivets is at the discretion of the contracted company;
- The best casting process for the rivets crafting needs to be defined;
- The attachment and the casting project of the rivets needs to be delivered at the time pre-set at the work plan, these projects include the calculus memorial, the 3D CAD models and the mechanical drawings;
- At least 2 casted rivets need to be delivered, followed by the quality analysis report, containing the dimensional, visual and macrographic analysis inspection;
- A sample of the projected attachment, that has 6.3 mm of thickness, shall be tested at a universal testing machine to verify if it resists the application of a 20 kN force.
Thereby it's necessary to accomplish the project goals, which are the following:
- To project and craft the riveted attachments able to resist the application of a 20 kN traction force using rivets casted after recycled aluminum materials, according to the especifications contained at the statement.
The development of this project shall develop the following skills:
- Analyze the functions of the Machine Elements in mechanical systems.
- Technically specify the use of Machine Elements for mechanical systems.
- Identify the applicablility Casting Processes according to the geometry of the parts to be manufactured, the material to be processed and the requirements for productivity, precision and consummation.
- Use reading strategies to understand technical English texts.
- Identify and recognize terms and terminologies in English associated with Machine Elements and Foundry Processes.
- Read, interpret, and expose messages, documents, text, and comments in English.
- Write texts using the basic structures of the English language.
- Acting synergistically in work groups, knowing how to manage teams and solve conflicts.
Postado por Tiago Lobo, Alvaro Dantas e Victor Improta
Assinar:
Comentários (Atom)